












































































































































企業(yè)動態(tài)2024-12-27
液氮冷卻切削是使用低沸點(-196℃)介質(zhì),在壓力作用下,利用液氮特性將氮氣發(fā)生裝置所生成的氮氣以液氮形式送入切削點,替代大量油劑的切削方法。這種干式冷卻除能冷卻刀具,快速斷屑和延長刀具壽命外,還具有干切削加工所具有的眾多經(jīng)濟,技術(shù)和生態(tài)效益。

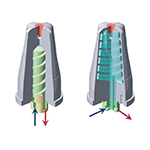
液氮冷卻的低溫切削主要有兩種方式:一是在一定壓力下將液氮罐中的液氮直接澆注到切削區(qū);二是以液氮受熱蒸發(fā)循環(huán)間接冷卻刀具或工件。利用液氮為切削液進(jìn)行超低溫切削時,超低溫流體會在切削區(qū)形成局部低溫狀態(tài),在此狀態(tài)下利用工件材料的低溫脆性,使其塑性,韌性降低,從而完成切屑和工件的分離,同時能保證刀具在低溫狀態(tài)喜愛切削,減少刀具的磨損,改善工件的加工精度。采用液氮冷卻的優(yōu)勢。
? 保證準(zhǔn)確的尺寸公差。利用液氮可以去除切削過程中產(chǎn)生的熱,使加工中的工件保持恒溫。工件保持恒溫可以保障恒定的切削條件,有效地切削降低切削溫度和減少鈦和刀具材料之間的化學(xué)親和力,抑制切削區(qū)溫升和道具磨損速度,從而保證精度的尺寸公差。
? 提高刀具的使用壽命。液態(tài)氮還將刀具保持在極冷狀態(tài),低溫冷凍改變陶瓷刀具的特征,使他們變得強度更高,硬度更高,韌性更大。陶瓷刀具的低溫制冷還可以對那些淬硬材料進(jìn)行斷續(xù)切割。
? 改善加工表面質(zhì)量。冷的氮氣可以淬冷工件,進(jìn)而提高工件表面硬度。采用液氮冷卻,應(yīng)考慮一下技術(shù)要點:揮發(fā)的氮氣與工件,刀具之間會形成氣體分界層,該分界層會阻礙熱量的傳遞,因此需要考慮在液氮中懸置專用固體粒子,結(jié)合擊打刀具和工件的氣體速度,這些粒子會破壞氣體分界層,液氮通過可以調(diào)整其流速的噴嘴到刀具和工件上。






